பாடநெறி: பொருட்கள் மேலாண்மை அமைப்புகள். வள ஓட்டங்களை நிர்வகிப்பதற்கான அறிவியலாக தளவாடங்களின் சாராம்சம்
இந்த அமைப்பின் முக்கிய நோக்கம் உற்பத்தி சுழற்சி அட்டவணையை உருவாக்குவதாகும், இது எந்த நேரத்தில் எந்த செயல்முறைகள் தொடங்கப்பட வேண்டும் என்பதைக் காட்டுகிறது; உற்பத்தியின் செயல்பாட்டிற்கு எந்த நேரத்தில் எந்த அளவு மூலப்பொருட்கள் மற்றும் அரை முடிக்கப்பட்ட பொருட்களின் இயக்கம் தேவைப்படுகிறது. உற்பத்தி சுழற்சி அட்டவணையை உருவாக்குவதற்கு (MRP அட்டவணை என்றும் அழைக்கப்படுகிறது), பின்வரும் தகவல்கள் இருக்க வேண்டும்: ஒரு முதன்மை உற்பத்தி அட்டவணை, இது அளவைக் குறிக்கிறது முடிக்கப்பட்ட பொருட்கள்ஒவ்வொரு பொருளுக்கும், ஒவ்வொரு காலகட்டத்திலும் உற்பத்தி செய்யப்படுகிறது; பொருட்கள் விவரக்குறிப்புகளின் பட்டியல், இது முடிக்கப்பட்ட தயாரிப்பு பிரிவில் சேர்க்கப்பட்டுள்ள பொருட்கள் மற்றும் கூறுகளை பட்டியலிடுகிறது; சரக்கு கணக்கியல் ஆவணங்கள் (ஒவ்வொரு பொருளின் சரக்கு கிடங்கில் எவ்வளவு உள்ளது).முதன்மை உற்பத்தி அட்டவணை என்பது வாடிக்கையாளர் ஆர்டர்கள் அல்லது எங்கள் ஆலையால் உற்பத்தி செய்யப்படும் பொருட்களுக்கான தேவைகளை முன்னறிவிப்பதன் மூலம் தொகுக்கப்பட்ட அட்டவணையாகும். பொறுத்து
நிறுவனத்தின் செயல்பாட்டின் பிரத்தியேகங்கள் வெவ்வேறு திட்டமிடல் எல்லைகளை ஒதுக்கலாம். பொதுவாக, எம்ஆர்பி அமைப்பு செயல்பட, குறைந்தபட்சம் அடுத்த மாதத்திற்காவது உற்பத்தித் திட்டம் இருப்பது அவசியம். அடிப்படை உற்பத்தி அட்டவணையின் எடுத்துக்காட்டு அட்டவணையில் கொடுக்கப்பட்டுள்ளது. 3.1
| மாதம் | மே 2014 | ஜூன் 2014 | ஜூலை 2014 | ஆகஸ்ட் 2014 | செப்டம்பர் 2014 | |||||||||||
| தசாப்தம் | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | |
| தயாரிப்பு HOS 339852 | 40 | 60 | 39 | |||||||||||||
| தயாரிப்பு HOS 339854 | 111 | 95 | 14 | |||||||||||||
| தயாரிப்பு HVG 432906 | 6 | 35 | ||||||||||||||
அட்டவணை 3.1
முக்கிய உற்பத்தி அட்டவணையின்படி, நிறுவனம் செப்டம்பர் மூன்றாவது பத்து நாட்களில் XOS 339854 தயாரிப்பின் அலகுகளையும், செப்டம்பர் முதல் பத்து நாட்களில் XOS 339852 தயாரிப்பின் 39 அலகுகளையும் உற்பத்தி செய்ய வேண்டும்.
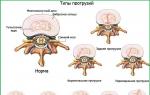
பொருட்களின் முழுமையான விவரக்குறிப்பு என்பது முடிக்கப்பட்ட தயாரிப்பை உருவாக்கும் அனைத்து கூறுகளையும் விரிவாகக் காட்டும் ஒரு வரைபடமாகும். முடிக்கப்பட்ட தயாரிப்புகள் நிலை 0 என குறிப்பிடப்படுகின்றன, கூறுகள் நிலை எண்கள் 1, 2 மற்றும் பலவற்றைக் கொண்டுள்ளன, நிறுவனம் எப்போதும் சப்ளையர்களிடமிருந்து வாங்கும் பொருட்கள் வரை. இந்த மட்டத்தில் உள்ள பொருட்களின் எண்ணிக்கை நூற்றுக்கணக்கான மற்றும் ஆயிரக்கணக்கான அலகுகளாக இருக்கலாம். "டைனிங் டேபிள்" தயாரிப்பு விவரக்குறிப்பின் வரைகலை பிரதிநிதித்துவத்தின் எடுத்துக்காட்டு படம். 3.8
தயாரிப்பு விவரக்குறிப்புகளைக் காண்பிக்கும் வரைகலை முறைக்கு கூடுதலாக, அட்டவணை விளக்கக்காட்சியைப் பயன்படுத்த முடியும். பார்வைத்திறனில் சில இழப்புகள் இருந்தாலும், MRP அமைப்பின் செயல்பாடு கணினிமயமாக்கப்பட்டால் அட்டவணை விளக்கக்காட்சி மிகவும் பயனுள்ளதாக இருக்கும். தயாரிப்பு விவரக்குறிப்பு "டைனிங் டேபிள்" இன் அட்டவணை விளக்கக்காட்சியின் எடுத்துக்காட்டு அட்டவணையில் கொடுக்கப்பட்டுள்ளது. 3.2
சரக்கு கணக்கியல் ஆவணம் என்பது பொருட்கள் மற்றும் அரை முடிக்கப்பட்ட தயாரிப்புகளின் இருப்புகளைக் குறிக்கும் அட்டவணை
 கேள்விக்குரிய பொருளின் உற்பத்தி. இந்த அட்டவணை தானியங்கு சரக்கு மேலாண்மை அமைப்பிலிருந்து சான்றிதழாக இருக்கலாம் அல்லது ஒரு தொகுதி தயாரிப்புகளுக்கான உற்பத்தி அட்டவணையைத் தயாரிக்கும் போது கைமுறையாக தொகுக்கப்படலாம்.
கேள்விக்குரிய பொருளின் உற்பத்தி. இந்த அட்டவணை தானியங்கு சரக்கு மேலாண்மை அமைப்பிலிருந்து சான்றிதழாக இருக்கலாம் அல்லது ஒரு தொகுதி தயாரிப்புகளுக்கான உற்பத்தி அட்டவணையைத் தயாரிக்கும் போது கைமுறையாக தொகுக்கப்படலாம். 
அட்டவணை 3.2
100 யூனிட் தயாரிப்பு ஏ (100 யூனிட்கள் என்பது முடிக்கப்பட்ட தயாரிப்பின் தொகுதி அளவு, இது முக்கிய உற்பத்தி அட்டவணையில் இருந்து பெறப்பட்டது) தயாரிப்பதற்கான பொருட்களின் தேவைக்கான அட்டவணையை வரைவதற்கான உதாரணத்தைக் கருத்தில் கொள்வோம். விவரக்குறிப்பின்படி, தயாரிப்பு A என்பது ஒரு தயாரிப்பு B மற்றும் மூன்று தயாரிப்புகள் C. தயாரிப்பு C, நான்கு தயாரிப்புகள் D மற்றும் ஒரு தயாரிப்பு E ஆகியவற்றைக் கொண்டுள்ளது. ஒவ்வொரு தயாரிப்புக்கும் உற்பத்தி நேரம் மற்றும் அவற்றுக்கான இருப்பு அளவு ஆகியவை அட்டவணையில் கொடுக்கப்பட்டுள்ளன. . 3.3
அட்டவணை 3.3
MRP அட்டவணையை வரைவதற்கான தரவு முதலில், ஒரு உற்பத்தி சுழற்சி அட்டவணையை ("உற்பத்தி சுழற்சி அட்டவணை" என்றும் அழைக்கப்படுகிறது) வரைய வேண்டும். முடிக்கப்பட்ட தயாரிப்பின் ஒரு யூனிட்டை உற்பத்தி செய்வதற்கான சுழற்சி நேரத்தை நிர்ணயிப்பதற்கும் ஒவ்வொரு செயல்முறையின் தொடக்க மற்றும் இறுதிப் புள்ளிகளை பார்வைக்கு அடையாளம் காண்பதற்கும் இது பயனுள்ளதாக இருக்கும். தயாரிப்பு A இன் உற்பத்திக்கான சுழற்சி அட்டவணை படம் காட்டப்பட்டுள்ளது. 3.9 
சுழற்சி அட்டவணையில் இருந்து பார்க்க முடியும், தயாரிப்பு A இன் ஒரு யூனிட் உற்பத்தி செயல்முறை 7 நாட்கள் ஆகும். இரண்டாவது நாளில் பி மற்றும் சி தயாரிப்புகளின் உற்பத்தி செயல்முறைகள் முடிக்கப்பட வேண்டும் மற்றும் முடிக்கப்பட்ட தயாரிப்பை (தயாரிப்பு ஏ) இணைக்கும் செயல்முறை தொடங்க வேண்டும் என்பதை நினைவில் கொள்க. இத்தகைய செயல்முறை இடைமுக புள்ளிகள் எதிர்காலத்தில் எங்களுக்கு மிகவும் பயனுள்ளதாக இருக்கும், ஏனெனில் அவை எம்ஆர்பி அட்டவணையின் சரியான தன்மையை சரிபார்க்க அனுமதிக்கும். எனவே, எடுத்துக்காட்டாக, அன்று அட்டவணைஇரண்டாவது நாளில் இந்த தயாரிப்பின் உற்பத்தி, சுழற்சியின் முடிவில் இருந்து எண்ணி, A, B மற்றும் C செயல்முறைகளில் வேலை திட்டமிடப்பட வேண்டும். சுழற்சி அட்டவணையால் வழங்கப்பட்ட இந்த நாளில் வேறு எந்த செயல்முறைகளும் இல்லை, எனவே, அவை செய்யக்கூடாது. இந்த நாளில் அட்டவணையில் இருக்க வேண்டும்.
பொருட்கள் தேவை அட்டவணை என்பது வரிசைகள் தயாரிப்புகளைக் குறிக்கும் அட்டவணையாகும், மேலும் நெடுவரிசைகள் தயாரிப்பு உற்பத்தி செயல்முறைகள் தொடங்கப்பட வேண்டிய அல்லது முடிக்கப்பட வேண்டிய தேதிகளைக் குறிக்கின்றன. எம்ஆர்பி அமைப்பின் செயல்பாட்டின் எளிமையான பதிப்பில், ஒவ்வொரு தயாரிப்புக்கும் மூன்று கோடுகள் ஒதுக்கப்பட்டுள்ளன: பிபி - மொத்த தேவை (அடுத்த செயல்பாட்டிற்கு மாற்றப்பட வேண்டிய தயாரிப்புகளின் எண்ணிக்கை), பங்கு (இந்த உருப்படியின் தயாரிப்புகளின் கிடைக்கும் பங்கு) மற்றும் உற்பத்திக்கான உத்தரவு (கிடைக்கும் பங்குகளை கணக்கில் எடுத்துக்கொண்டு மொத்த தேவையை பூர்த்தி செய்ய உற்பத்தி செய்யப்படும் பொருட்களின் எண்ணிக்கை). அட்டவணையில் படம் 3.4 MRP அட்டவணையின் ஒரு பகுதியைக் காட்டுகிறது.
அட்டவணை 3.4
MRP அட்டவணையின் ஒரு பகுதி
| | நேரம் |
||||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
||||
| ஏ | பிபி | | | | | | | | 100 |
||
| பங்கு | 10 | | | | | | | | |
||
| />ஆர்டர் | | | | | | 90 | | | |
||
| பி | பிபி | | | | | | 90 | | |
||
| பங்கு | 30 | | | | | | | | |
||
| உத்தரவு | | | | | 60 | | | | |
||
| சி | பிபி | | | | | | 270 | | |
||
| பங்கு | 0 | | | | | | | | |
||
| உத்தரவு | | | | 270 | | | | | |
||
| | | | | | |
||||||
சுழற்சி அட்டவணையின்படி, உற்பத்தி சுழற்சியின் காலம் 7 நாட்கள் ஆகும். எனவே, எம்ஆர்பி அட்டவணையில், உற்பத்தி சுழற்சியைத் தொடங்க, ஏழு நாட்களுக்கு ஒரு நெடுவரிசையையும், மற்றொரு நெடுவரிசை, பூஜ்ஜியத்தையும் வழங்க வேண்டும். உருப்படி Aக்கான மொத்தத் தேவை 100 அலகுகள் மற்றும் நாள் 7 இல் நிகழும். இந்த நாளில், தயாரிப்புகளின் தொகுதி A இன் உற்பத்தி நிறைவடைந்தது மற்றும் அவை முடிக்கப்பட்ட பொருட்களின் கிடங்கிற்கு அல்லது நேரடியாக வாடிக்கையாளருக்கு மாற்றப்பட வேண்டும். சரக்குகளில் A இன் 10 அலகுகள் உள்ளன, எனவே நாம் 90 அலகுகள் (90 = 100-10) உற்பத்தி செய்ய திட்டமிட வேண்டும். 5வது நாளில் உற்பத்தியைத் தொடங்க வேண்டும், ஏனெனில் 7வது நாளில் தேவை எழுகிறது மற்றும் அட்டவணையின்படி தயாரிப்புகள் B மற்றும் C இல் இருந்து தயாரிப்பு A இன் அசெம்பிளி. 3.3 இரண்டு நாட்கள் எடுக்கும்.
5 வது நாளில் தயாரிப்பு A ஐ அசெம்பிள் செய்யத் தொடங்குவதற்கு, இந்த நாளுக்குள் தேவையான எண்ணிக்கையிலான தயாரிப்புகள் B மற்றும் C கிடைக்க வேண்டும். பி மற்றும் சி தயாரிப்புகளின் தேவை 5 வது நாளில் தோன்றும் மற்றும் 90 யூனிட் உருப்படிகள் பி (ஒரு உருப்படி பி ஒரு உருப்படி பி; நாங்கள் 90 உருப்படிகளை சேகரிக்கிறோம்) மற்றும் 270 உருப்படிகள் சி (ஒரு உருப்படி ஏ மூன்று உருப்படிகள் சி; நாங்கள் சேகரிக்கிறோம் 90 உருப்படிகள் A ). தயாரிப்புகள் பி உற்பத்திக்கான ஆர்டர் 4 வது நாளில் வைக்கப்பட வேண்டும் (பி தயாரிப்புகளின் தேவை 5 வது நாளில் எழுகிறது; தயாரிப்பு B இன் உற்பத்தி ஒரு நாள் நீடிக்கும்). தயாரிப்பு B க்கான ஆர்டர் 60 அலகுகள் (தேவை - 90 அலகுகள்; கிடைக்கும் பங்கு - 30 அலகுகள்; 60 = 90-30). தயாரிப்பு சி உற்பத்திக்கான ஆர்டர் 3 வது நாளில் வைக்கப்பட வேண்டும் (இந்த தயாரிப்புகளின் தேவை 5 வது நாளில் எழுந்தது; உற்பத்தி காலம் 2 நாட்கள்) மற்றும் 270 யூனிட்கள் (பொருட்கள் சி கையிருப்பில் இல்லை, எனவே உற்பத்திக்கான ஆர்டர் அளவு மொத்த தேவையுடன் ஒத்துப்போகிறது). 5 வது நாளில் (இரண்டாம் நாள், முடிவில் இருந்து எண்ணும் போது) A, B மற்றும் C தயாரிப்புகளுடன் தொடர்புடைய செயல்முறைகள் தோன்றும் என்பதை நினைவில் கொள்க, சுழற்சி அட்டவணையைப் பயன்படுத்தி நாங்கள் முன்பே தீர்மானித்தோம் (பக். 79 ஐப் பார்க்கவும்).
தயாரிப்புகளின் தொகுதி A தயாரிப்பதற்குத் தேவையான மீதமுள்ள தயாரிப்புகளுக்கான ஆர்டர்களின் தேதிகள் மற்றும் தொகுதிகள் முழு MRP அட்டவணையில் அதே வழியில் தீர்மானிக்கப்படுகின்றன. 3.5
அட்டவணை 3.5
MRP அட்டவணை
| | நேரம் |
|||||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|||||
| | பிபி | | | | | | | | 100 |
|||
| ஏ | பங்கு | 10 | | | | | | | | |
||
| | உத்தரவு | | | | | | 90 | | | |
||
| | பிபி | | /> | | | | 90 | | |
|||
| பி | பங்கு | 30 | | | | | | | | |
||
| | உத்தரவு | | | | | 60 | ஜிடி;- | | | |
||
| | பிபி | | | | | | 270 | | |
|||
| சி | பங்கு | 0 | | | | | | | | |
||
| | உத்தரவு | | | | 270 | | | | | |
||
| | பிபி | | | | 1080 | | | | |
|||
| டி | பங்கு | 10 | | | | | | | | |
||
| | உத்தரவு | 1070 | | | | | | | | |
||
| | பிபி | | | | 270 | | | | |
|||
| ஈ | பங்கு | 10 | | | | | | | | |
||
| | உத்தரவு | | | 260 | | | | | | |
||
ஒவ்வொரு தொகுதி தயாரிப்புகளுக்கும் தனித்தனி MRP அட்டவணையை உருவாக்கினால், நாள் பூஜ்ஜியத்தை நிரப்ப வேண்டும் - ஒன்று அல்லது அதற்கு மேற்பட்ட செயல்முறைகள் இந்த நாளில் தொடங்க திட்டமிடப்பட வேண்டும். எங்கள் விஷயத்தில், பூஜ்ஜிய நாளில், தயாரிப்பு D இன் 1070 யூனிட்களின் உற்பத்தி தொடங்குகிறது.
தொகுக்கப்பட்ட MRP அட்டவணை எந்த நாளில் எந்த செயல்முறைகள் தொடங்கப்பட வேண்டும் மற்றும் முடிக்கப்பட வேண்டும் என்பதைக் காட்டுகிறது. அதன் உதவியுடன், பழுதுபார்ப்பு, போக்குவரத்து மற்றும் பல்வேறு ஆதரவு அலகுகளின் வேலையை நீங்கள் திட்டமிடலாம். எடுத்துக்காட்டாக, MRP அட்டவணையில் (அட்டவணை 3.5 ஐப் பார்க்கவும்) முதல் மற்றும் ஆறாவது நாட்கள் "காலி", அதாவது. இந்த நாட்களில் ஒரு கட்டத்தில் இருந்து மற்றொரு கட்டத்திற்கு எந்த வேலையும் நடைபெறுவதில்லை. இதன் விளைவாக, இந்த நாட்களில் நிறுவனத்தின் போக்குவரத்துப் பிரிவு மற்ற திட்டங்களுக்கு மறுசீரமைக்கப்படலாம் அல்லது செயல்படுத்தலாம் பராமரிப்புதொழில்நுட்பம். மற்றொரு உதாரணம். தயாரிப்புகள் D தயாரிப்பதற்குப் பயன்படுத்தப்படும் உபகரணங்கள் எங்கள் அட்டவணையின்படி பூஜ்ஜியத்திலிருந்து மூன்றாம் நாள் வரை ஆக்கிரமிக்கப்பட்டுள்ளன. எனவே, தொடங்கி நான்காவது நாள், இந்த பகுதியை வேறு சில பணிகளுடன் ஏற்றலாம்.
பொதுவாக, எம்ஆர்பி மாதிரியானது, அசெம்பிளி வேலைகளில் அல்லது தொடர்ச்சியான உற்பத்தி முறையில், உழைப்புப் பொருட்களுக்கான தேவையை சார்ந்திருக்கும் போது பயன்படுத்தப்படுகிறது. எம்ஆர்பி அமைப்பின் பயன்பாடு மூலப்பொருள் சரக்குகளின் அளவைக் குறைக்க உங்களை அனுமதிக்கிறது, சரக்கு விற்றுமுதல் வேகத்தை அதிகரிக்கிறது மற்றும் உபகரணங்களின் பயன்பாட்டின் அளவை அதிகரிக்க உதவுகிறது. இந்த அமைப்பின் முக்கிய தீமைகள் வெளிப்புற சூழலில் இருந்து வரும் சமிக்ஞைகளுக்கு விரைவாக பதிலளிக்க இயலாமை, அத்துடன் தெளிவான தகவல் பரிமாற்றத்தை ஒழுங்கமைக்க வேண்டிய அவசியம் ஆகியவை அடங்கும்.
மற்றொரு குறைபாடு என்னவென்றால், MRP மாதிரியானது உபகரணங்களின் செயல்திறன் வரம்புகளை கணக்கில் எடுத்துக்கொள்ளவில்லை. ஒரு யூனிட் தயாரிப்பு சி உற்பத்திக்கு 2 நாட்கள் ஆகும் என்றால், 270 யூனிட் தயாரிப்பு சி உற்பத்திக்கும் அதே இரண்டு நாட்கள் ஆகும் என்று நாம் கருத வேண்டிய கட்டாயத்தில் இருக்கிறோம். வெகுஜன உற்பத்தியில், தொகுதிகளில் கூறுகளை உருவாக்குவது மற்றும் ஒரு தொகுதி தயாரிப்புகளின் உற்பத்தி நேரத்தை தீர்மானிப்பது தீர்வு, ஆனால் இந்த அணுகுமுறை கணக்கீடுகளை கணிசமாக சிக்கலாக்குகிறது.
எம்ஆர்பி முறையைப் பயன்படுத்துவதற்கான மற்றொரு உதாரணத்தைக் கருத்தில் கொள்வோம் - பொருட்களின் தேவைக்கான அட்டவணையை உருவாக்குதல், உற்பத்தி குறைபாடுகளை கணக்கில் எடுத்துக்கொள்வது. 300 யூனிட் தயாரிப்பு A உற்பத்திக்கான MRP அட்டவணையை நாம் உருவாக்க வேண்டும் என்று வைத்துக்கொள்வோம். ஒவ்வொரு தயாரிப்பு A இரண்டு தயாரிப்புகள் B, மூன்று தயாரிப்புகள் C மற்றும் ஒரு தயாரிப்பு D. தயாரிப்பு D, இரண்டு தயாரிப்புகளைக் கொண்டுள்ளது E. கால அளவு செயல்பாடுகள், ஒவ்வொரு செயல்பாட்டிற்கான ஸ்கிராப் விகிதம் மற்றும் தயாரிப்பு சரக்குகள் அட்டவணையில் கொடுக்கப்பட்டுள்ளன. 3.6
எளிமைக்காக, புதிய தயாரிப்புகளின் உற்பத்தியில் மட்டுமே குறைபாடுகள் தோன்றும் என்று கருதுகிறோம். கையிருப்பில் உள்ள தயாரிப்புகள் தரக் கட்டுப்பாட்டைக் கடந்துவிட்டன மற்றும் குறைபாடுகள் இல்லாதவை. முடிக்கப்பட்ட தயாரிப்பு உற்பத்தி சுழற்சியின் கால அளவை தீர்மானிக்க, நாங்கள் ஒரு சுழற்சி அட்டவணையை வரைவோம். இது படம் காட்டப்பட்டுள்ளது. 3.10
MRP அட்டவணையை வரைவதற்கான தரவு
| | | | | | | | |
| | | | | IN | | | |
| | | | | | | | |
| | | | உடன் | ஏ |
|||
| | ஈ | | | | |
||
| | | | | டி | | |
|
| | | | | | | | |
| 7 | | | | | | | |
அரிசி. 3.10 தயாரிப்பு ஏ உற்பத்திக்கான சுழற்சி அட்டவணை
தயாரிப்பு A இன் உற்பத்தி சுழற்சி 7 நாட்கள் நீடிக்கும். எம்ஆர்பி அட்டவணையை உருவாக்கத் தொடங்குவோம் (அட்டவணை 3.7). இந்த எடுத்துக்காட்டில் நாம் உற்பத்தி குறைபாடுகளை மட்டுமே கணக்கில் எடுத்துக்கொள்வதால், ஒவ்வொரு தயாரிப்புக்கும் நான்கு வரிகள் இருக்கும்: மொத்த தேவை, பங்கு, கூடுதல் ஆர்டர்,
குறைபாடுகளை ஈடுசெய்ய வடிவமைக்கப்பட்டுள்ளது, மற்றும் உற்பத்திக்கான இறுதி வரிசை. கூடுதல் வரிசையை இரண்டு வழிகளில் கணக்கிடலாம். கையிருப்பில் உள்ள தயாரிப்புகள் தரக் கட்டுப்பாட்டைக் கடந்து, குறைபாடுகளைக் கொண்டிருக்கவில்லை என்றால், சூத்திரம் (3.1) பயன்படுத்தப்படும்.
DZ = (BP-Zap)^ , (3.1)
DZ என்பது கூடுதல் வரிசை, அலகுகள்;
BP - மொத்த தேவை, அலகுகள்;
Zap - இந்த பெயரின் தயாரிப்புகளின் பங்குகள், அலகுகள்; d என்பது இந்த செயல்பாட்டிற்கான ஸ்கிராப் வீதம், பங்கு.
MRP அட்டவணை
| | | நேரம் |
|||||||
| | | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| | பிபி | | | | | | | | 300 |
| ஏ | பங்கு | 0 | | | | | | | |
| திருமணம் (5%) | | | | | | 15 | | |
|
| | உத்தரவு | | | | | | 315 | | /> |
| | பிபி | | | | | | 630 | | |
| பி | பங்கு | 400 | | | | | | | |
| திருமணம் (10%) | | | 23 | | | | | |
|
| | உத்தரவு | | | 253 | | | | | |
| | பிபி | | | | | | 945 | | |
| சி | பங்கு | 120 | | | | | | | |
| திருமணம் (10%) | | | | | 83 | | | |
|
| | உத்தரவு | | | | | 908 | | | |
| | பிபி | | | | | | 315 | | |
| டி | பங்கு | 80 | | | | | | | |
| திருமணம் (10%) | | | | 24 | | | | |
|
| | உத்தரவு | | | | 259 | | | | |
| | பிபி | | | | 518 | | | | |
| ஈ | பங்கு | 280 | | | | | | | |
| திருமணம் (5%) | 12 | | | | | | | |
|
| | உத்தரவு | 250 | | | | | | | |
கையிருப்பில் உள்ள தயாரிப்புகள் தரக் கட்டுப்பாட்டைக் கடக்கவில்லை மற்றும் குறைபாடுகளைக் கொண்டிருந்தால், கூடுதல் ஆர்டர் சூத்திரத்தைப் பயன்படுத்தி கணக்கிடப்படுகிறது (3.2).
DZ = BP-d (3.2)
சூத்திரங்கள் (3.1) மற்றும் (3.2) ஆகியவற்றிலிருந்து பெறப்பட்ட மதிப்புகள் பின்னமாக மாறினால், அவை அருகில் உள்ளதாக வட்டமிடப்பட வேண்டும். பெரிய பக்கம்.
வெளிப்படையாக, எங்கள் பிரச்சனையின் நிலைமைகளில் நாம் சூத்திரத்தை (3.1) பயன்படுத்த வேண்டும்.
இறுதி வரிசை சூத்திரத்தைப் பயன்படுத்தி கணக்கிடப்படும் (3.3).
IZ = BP-Zap + DZ, (3.3)
அங்கு IZ என்பது இறுதி வரிசை, அலகுகள்.
இவ்வாறு, கணக்கில் எடுத்துக் கொள்ளும்போது சாத்தியமான பிழைகள்செயல்பாடுகளை செயல்படுத்துவதில், கூறுகளின் உற்பத்திக்கான ஆர்டர்களின் அளவு அதிகரிக்கிறது. வழக்கில்
தயாரிப்பு விவரக்குறிப்பு பல நிலைகளை உள்ளடக்கியது, குறைபாடுகளின் தாக்கம் வரிசையின் அளவை அதிவேகமாக அதிகரிக்க வழிவகுக்கும்.
என்ன கான்செப்ட், கால என்று நீங்களே கேட்டால். தளவாடங்களில் வகை மிகவும் முக்கியமானது, பின்னர் இந்த மரியாதைக்குரிய இடத்திற்கான வேட்பாளர்களில் சந்தேகத்திற்கு இடமின்றி " ஓட்டம்"அல்லது" பொருள் ஓட்டம்" உண்மையில், தளவாடங்களைப் படிக்கும் பொருள் (அதை ஒரு அறிவியலாகப் பேசினால்) ஓட்டங்கள், குறிப்பாக பொருள் ஓட்டங்கள். சந்தேகத்திற்கு இடமின்றி, அதனுடன் இணைந்த தகவல் மற்றும் நிதி ஓட்டங்களும் ஒரு அடிப்படை பாத்திரத்தை வகிக்கின்றன. மேலும் தளவாடங்களில் பல வகையான ஓட்டங்கள் உள்ளன: உழைப்பு, சேவை, ஆற்றல். எனவே, தளவாடங்களில் ஓட்டத்தின் கருத்தை விரிவாக பகுப்பாய்வு செய்வது, அதன் வரையறைகளை வழங்குவது மற்றும் ஒரு வகைப்பாட்டை வழங்குவது மதிப்பு.
தளவாடங்களில் ஓட்டம்: கருத்து, அம்சங்கள், வகைகள்
ஏற்கனவே குறிப்பிட்டுள்ளபடி, தளவாட அறிவியலின் ஆய்வின் பொருள் ஓட்டம். மற்றும் ஆய்வு பொருள் ஸ்ட்ரீம் தேர்வுமுறை, உகந்த கட்டுப்பாடுஅவர்களை.
எந்தவொரு தளவாட அமைப்பிலும் (ஒரு சிறிய நிறுவனத்திலிருந்து ஒரு மாபெரும் நாடுகடந்த நிறுவனம் வரை) ஓட்டம் செயல்முறைகள் கவனிக்கப்படுகின்றன, பாய்ச்சல்கள் நம்மைச் சூழ்ந்துள்ளன. அன்றாட வாழ்க்கை. சரக்கு போக்குவரத்து, தொழிற்சாலை கன்வேயர் வழியாக பாகங்களின் இயக்கம், ஏற்றுமதி வணிக பொருட்கள், சுரங்கப்பாதையில் உள்ளவர்கள், கம்பிகளில் மின்னோட்டம் - இவை அனைத்தும் ஒன்று அல்லது மற்றொரு வகை ஓட்டம்.
மேலாண்மையைப் படிக்கும் ஒரு தனி அறிவியல் உள்ளது என்பது சுவாரஸ்யமானது பொருள் பாய்கிறதுநிறுவனத்திற்குள் - rochrematics.
இது தளவாடங்கள் போன்றது அல்ல! மேலும், தளவாடங்களின் நலன்களின் கோளம் மிகவும் விரிவானது: பொருள் ஓட்டங்களுக்கு கூடுதலாக, தகவல், நிதி மற்றும் சேவை ஓட்டங்கள் ஆய்வு செய்யப்படுகின்றன; அதே நேரத்தில், தளவாடங்கள் ஒரு தனிப்பட்ட நிறுவனத்தின் எல்லைகளுக்கு அப்பாற்பட்டது, இது வணிக உறவுகளில் மற்ற பங்கேற்பாளர்கள், பிற ஜெனரேட்டர்கள் மற்றும் பொருள் ஓட்டங்களின் நுகர்வோர் (போட்டியாளர்கள், வாடிக்கையாளர்கள், அரசாங்கம்) ஆகியவற்றுடன் இணைந்து கருதுகிறது.
ஒரு நிறுவனத்தின் பொருள் ஓட்டங்களின் வகைப்பாடு மிகவும் விரிவானது. இங்கே மிக முக்கியமானவை பொருள் ஓட்டங்களின் வகைகள்நிறுவனங்கள்:
1. இயக்கத்தின் திசையின் படி:
- உள்ளீடு ஸ்ட்ரீம்- வெளிப்புற சூழலில் இருந்து தளவாட அமைப்பில் வருகிறது (உதாரணமாக, ஒரு ஆலை மூலம் கூறுகளை வாங்குதல்);
- வெளியீடு ஸ்ட்ரீம்- மாறாக, இது வெளிப்புற சூழலில் இருந்து வெளிப்படுகிறது தளவாட அமைப்பு(எடுத்துக்காட்டாக, பூர்த்தி செய்யப்பட்ட ஆர்டரை அனுப்புதல்).
2. தளவாட அமைப்பு தொடர்பாக:
- உள் ஓட்டம்- அதன் உள்ளே பாய்கிறது (எடுத்துக்காட்டாக, அதன் செயலாக்கத்தின் போது பட்டறையைச் சுற்றி ஒரு பணிப்பகுதியை நகர்த்துகிறது);
- வெளிப்புற ஓட்டம்- வெளிப்புற சூழலில் நகரும் (உதாரணமாக, ஒரு கிடங்கில் இருந்து கடைகளுக்கு பொருட்களை கொண்டு செல்வது). ஆனால் வெளிப்புற ஓட்டங்களில் தளவாட அமைப்புக்கு வெளியே நிகழும் எந்த ஓட்டங்களும் அடங்கும், ஆனால் நிறுவனத்திற்கு ஏதாவது செய்ய வேண்டியவை மட்டுமே!
3. உள் கட்டமைப்பின் சிக்கலான அளவைப் பொறுத்து:
- எளிய(வேறுபடுத்தப்பட்ட, ஒற்றை தயாரிப்பு) ஓட்டம் - ஒரே மாதிரியான பொருள்களைக் கொண்டுள்ளது (உதாரணமாக, ஸ்டாம்பிங்கிற்கான ஒரே மாதிரியான வெற்றிடங்களின் ஓட்டம்);
- கடினமான(ஒருங்கிணைந்த, பல தயாரிப்பு) ஓட்டம் - பன்முகத்தன்மை கொண்ட வேறுபட்ட பொருள்களை உள்ளடக்கியது (உதாரணமாக, பல்வேறு ரேடியோ பாகங்களின் ஓட்டம்: மின்தடையங்கள், மின்தேக்கிகள், டிரான்சிஸ்டர்கள்).
4. உறுதியின் அளவு:
- தீர்மானிக்கும்(நிச்சயமான) ஓட்டம் - அதன் அனைத்து குணாதிசயங்களும் அறியப்பட்டவை அல்லது முன்னரே தீர்மானிக்கப்பட்டவை (எடுத்துக்காட்டாக, நிறுவனத்தின் கிடங்கில் இருந்து முடிக்கப்பட்ட தயாரிப்புகளை வெளியிடுவதற்கான ஒழுங்குபடுத்தப்பட்ட செயல்முறை);
- சீரற்ற(நிச்சயமற்ற) ஓட்டம் - அதன் அளவுருக்களில் குறைந்தபட்சம் ஒன்று தெரியவில்லை அல்லது கட்டுப்படுத்த முடியாது, இது ஒரு சீரற்ற மாறி (உதாரணமாக, ஒரு குறிப்பிட்ட நேரத்தில் நெடுஞ்சாலையின் ஒரு பகுதியில் நகரும் கார்களின் எண்ணிக்கையை துல்லியமாக கணக்கிட முடியாது) .
5. தொடர்ச்சியின் அளவு:
- தொடர்ச்சியானஓட்டம் - ஒரு குறிப்பிட்ட காலத்திற்கு (நிமிடம், மணிநேரம், நாள்) ஒரு நிலையான மற்றும்/அல்லது பூஜ்ஜியமற்ற எண்ணிக்கையிலான பொருள்கள் ஓட்டப் பாதையில் ஒரு குறிப்பிட்ட புள்ளியைக் கடந்து செல்கின்றன (உதாரணமாக, பால் டெட்ராபேக்குகளுடன் தொடர்ந்து நகரும் கன்வேயர்);
- தனித்தனி(இடைப்பட்ட) ஓட்டம் - ஓட்டத்தின் பாதையில் உள்ள பொருள்கள் இடைவெளிகள், இடைநிறுத்தங்கள், குறுக்கீடுகள் (உதாரணமாக, ஒரு குறிப்பிட்ட இடைவெளியில் மூலப்பொருட்களின் விநியோகம், ஒரு மாதத்திற்கு ஒரு முறை) நகரும்.
6. ஓட்டத்தில் சுமையின் நிலைத்தன்மையின் படி (அதாவது அதன் அடர்த்தி, தடிமன், கடினத்தன்மை ஆகியவற்றின் படி), அதன் உடல் மற்றும் இயந்திர பண்புகள்:
- திடமான தொகுக்கப்பட்ட துண்டு- சரக்கு ஒரு பாதுகாப்பு ஷெல் இல்லாமல் அல்லது பெட்டிகள், பொதிகள், கொள்கலன்கள், பாட்டில்கள், பைகளில் கொண்டு செல்லப்படுகிறது; மற்றும் இரண்டு சந்தர்ப்பங்களிலும் அதைத் துல்லியமாக துண்டு துண்டாக எண்ணலாம் (உதாரணமாக, செங்கற்கள் மீது மரத்தாலான தட்டுகள்);
- திடமான மொத்த- இது உலர்ந்த மொத்த சரக்கு, பொதுவாக கனிம தோற்றம், எந்த கொள்கலனும் இல்லாமல், மொத்தமாக, மற்றும் சின்டர் அல்லது கேக்கிங் போக்குடன் கொண்டு செல்லப்படுகிறது (மொத்த சரக்குகளின் எடுத்துக்காட்டுகள்: குவார்ட்ஸ் மணல், தாது உப்பு, நிலக்கரி);
- திடமான மொத்த- சிறப்பாக பொருத்தப்பட்ட பேக்கேஜிங் இல்லாமல் கொண்டு செல்லப்படுகிறது வாகனங்கள்(சிறப்பு கொள்கலன்கள், பதுங்கு குழி வகை கார்கள்), ஓட்டம் (மொத்த சரக்குகளின் எடுத்துக்காட்டுகள்: நொறுக்கப்பட்ட கல், சரளை, தானியங்கள்);
- திரவ, திரவ சரக்கு- தொட்டிகள் அல்லது சிறப்பு திரவ பாத்திரங்களில் கொண்டு செல்லப்படுகிறது (உதாரணமாக, பால், மண்ணெண்ணெய், எண்ணெய்);
- வாயு சரக்கு- மூடிய கொள்கலன்கள், தொட்டிகளில் கொண்டு செல்லப்படுகிறது; அடிக்கடி முன்னெச்சரிக்கை நடவடிக்கைகளை எடுத்துக்கொள்வது (வாயு வெடிக்கும் மற்றும் எரியக்கூடியது என்பதால்). எடுத்துக்காட்டுகள்: பியூட்டேன், ஆக்ஸிஜன், மீத்தேன்.
மேலே உள்ள வகைப்பாடு சில சந்தர்ப்பங்களில் பொருள் ஓட்டங்களுக்கு மட்டுமல்ல, தளவாட அமைப்பின் பிற வகை ஓட்டங்களுக்கும் பயன்படுத்தப்படலாம் என்பது கவனிக்கத்தக்கது: தகவல், நிதி, மனித.
மேலும், பல ஆராய்ச்சியாளர்கள் பலவற்றைக் குறிப்பிடுகின்றனர் பொருள் ஓட்டங்களின் வகைகள்மூலம்: பல்வேறு கலவை (ஒற்றை தயாரிப்பு, பல தயாரிப்பு), தொழில் (தொழில்துறை, வணிகம், விவசாயம், கட்டுமானம், நகராட்சி), சரக்குகளின் அளவு (சிறிய, நடுத்தர, பெரிய மற்றும் நிறை), ஓட்டங்களின் இணக்கத்தன்மை, நிலைத்தன்மை, குறிப்பிட்ட ஈர்ப்புசுமை (ஒளி, கனமான), ஆபத்தின் அளவு, ஓட்ட மாறுபாட்டின் அளவு (நிலையான, நிலையான அல்லாத), சீரான தன்மை மற்றும் இயக்கத்தின் தாளம் போன்றவை.
தளவாடங்கள் மற்றும் அதன் வகைகளில் தகவல் ஓட்டம்
IN நவீன உலகம்தகவல் உள்ளது பெரும் முக்கியத்துவம், ஒரு மதிப்புமிக்க வளமாக மாறுகிறது. ஒவ்வொரு பொருள் ஓட்டமும் மாறாமல் ஒரு தகவல் ஓட்டத்துடன் இருக்கும். எனவே, சரக்கு போக்குவரத்து ஆவணங்கள், வழி அனுமதி, ஜிபிஎஸ் தரவு ஒளிபரப்பு போன்றவற்றுடன் சேர்ந்துள்ளது. அதாவது, தொடர்புடைய தகவல் ஓட்டங்களின் மேலாண்மை.
அதே நேரத்தில், ஒரு நிறுவனத்தில் தகவல் ஓட்டம் ஒப்பீட்டளவில் பாயும் ஒத்திசைவாக(அதாவது, இணையாக, ஒரே நேரத்தில்) அதைப் பெற்றெடுத்த பொருள் ஓட்டத்துடன், அதனால் சுமந்து முன்னணிஅல்லது பின்தங்கியபாத்திரம்.
தகவல் ஓட்டம் (தகவல் ஓட்டம்) செய்திகள் (எந்த வடிவத்திலும், வாய்வழி முதல் மின்னணு வரை) ஆரம்ப பொருள் ஓட்டத்தால் உருவாக்கப்பட்ட மற்றும் கட்டுப்பாட்டு செயல்பாடுகளை மேற்கொள்ளும் நோக்கம் கொண்டது.
தளவாடங்களில் உள்ள தகவல் ஓட்டங்களை உள்வரும் மற்றும் வெளிச்செல்லும், உள் மற்றும் வெளிப்புறமாக ஒப்புமை மூலம் பிரிக்கலாம்.
கூடுதலாக, இது குறிப்பிடத் தக்கது தகவல் ஓட்டங்களின் வகைப்பாடு:
1. சேமிப்பக மீடியா வகையின்படி:
- பாரம்பரியத்தில் நீரோடைகள் காகிதம்ஊடகம் (குறிப்புகள், ஆவணங்கள், கடிதங்கள்);
- ஓடுகிறது டிஜிட்டல்ஊடகம் (ஃபிளாஷ் கார்டுகள், குறுந்தகடுகள்);
- நீரோடைகள் மின்னணுதொடர்பு சேனல்கள் (கணினி மற்றும் தொலைபேசி நெட்வொர்க்குகள்).
2. தகவலின் நோக்கத்தின்படி:
- உத்தரவு- ஆர்டர்கள் மற்றும் வழிமுறைகளை அனுப்புதல்; ஒரு நிர்வாக செயல்பாடு விளையாட;
- நெறிமுறை மற்றும் குறிப்பு- விதிமுறைகள், தரநிலைகள், பல்வேறு பின்னணி தகவல்;
- கணக்கியல் மற்றும் பகுப்பாய்வு- கட்டுப்பாட்டு அளவுருக்கள், கணக்கியல் தகவல், பகுப்பாய்வு தரவு;
- துணை நூல்கள்- மற்ற அனைத்தும், தகவல் பயனுள்ளது, ஆனால் மிக முக்கியமானது அல்ல.
3. தகவல் பரிமாற்ற முறையின்படி:
- ஆன்லைன் ஸ்ட்ரீம்கள்- உண்மையான நேரத்தில் தொலைத்தொடர்பு நெட்வொர்க்குகள் மூலம் தரவு அனுப்பப்படுகிறது;
- ஆஃப்லைன் ஸ்ட்ரீம்கள்- தரவு ஆஃப்லைனில், வாய்மொழியாக அல்லது காகித ஆவணங்கள், கடிதங்கள் மூலம் அனுப்பப்படுகிறது.
4. தகவல் பரிமாற்ற முறை மூலம்:
- தபால் சேவை;
- கையில் கூரியர் மூலம்;
- தொலைபேசி அல்லது தொலைநகல் மூலம்;
- மின்னஞ்சல் மூலம்(மின்னஞ்சல்);
- இணைய தூதர்கள்.
5. வெளிப்படைத்தன்மையின் அளவு (ரகசியம்):
- திறந்தஸ்ட்ரீம்கள் (அனைவருக்கும் கிடைக்கும்);
- மூடப்பட்டதுஓட்டங்கள் (நிறுவனம், பிரிவுக்குள் மட்டுமே கிடைக்கும்);
- இரகசிய(ரகசிய) நீரோடைகள்.
நிதி ஓட்டங்கள் மற்றும் அவற்றின் வகைப்பாடு
எந்தவொரு வணிக (மற்றும் இலாப நோக்கற்ற) நிறுவனத்தின் செயல்பாடுகளில் நிதி ஓட்டங்கள் முக்கிய பங்கு வகிக்கின்றன. இல்லாமல் நிதி ஆதாரங்கள்உதிரிபாகங்கள் மற்றும் மூலப்பொருட்களை வாங்குவது, கூலித் தொழிலாளர்களுக்கு ஊதியம் வழங்குவது, போக்குவரத்தை வழங்குவது மற்றும் பலவற்றைச் செய்வது சாத்தியமில்லை.
ஒரு நிறுவனத்தின் நிதி ஓட்டங்களை நிர்வகிப்பது நிறுவன நிர்வாகத்தின் அடிப்படைப் பணிகளில் ஒன்றாகும்.
நிதி ஓட்டம் (நிதி ஓட்டம்) என்பது லாஜிஸ்டிக்ஸ் அமைப்பினுள் (கிடங்கு, தொழிற்சாலை, வங்கி) புழக்கத்தில் இருக்கும் நிதிச் சொத்துக்களின் இயக்கம் ஆகும். வெளிப்புற சூழல், மற்றும் பொருள் அல்லது பிற ஓட்டங்களுடன் ஒன்றோடொன்று இணைக்கப்பட்டுள்ளது.
பணப்புழக்கத்தை குழப்ப வேண்டாம் பணப்புழக்கம் (பணப்புழக்கம்) இவை வெவ்வேறு கருத்துக்கள் கொண்டவை பல்வேறு பகுதிகள்பயன்பாடுகள்.
ஒரு நிறுவனத்தின் நிதி ஓட்டங்கள், முந்தைய அனைத்து வகைகளையும் போலவே, உள் மற்றும் வெளிப்புறமாக (அவற்றின் திசையைப் பொறுத்து) மற்றும் உள்வரும் மற்றும் வெளிச்செல்லும் (ஓடும் இடத்திற்கு ஏற்ப) பிரிக்கலாம். ஆனால் கூடுதலாக, தளவாடங்களில் பல வகையான ஓட்டங்களை நாம் விவரிக்கலாம், அவை குறிப்பாக நிதி ஓட்டங்களுக்கு இயல்பாகவே உள்ளன:
1. நோக்கத்தின்படி:
- வாங்குதல்(மூலப்பொருட்கள் மற்றும் பொருட்களின் கொள்முதல்);
- உழைப்பு(தொழிலாளர்களின் இழப்பீடு);
- முதலீடு(பத்திரங்களை வாங்குதல்);
- பண்டம்(பொருட்களை வாங்குதல் சில்லறை வணிக நெட்வொர்க்செயல்படுத்துவதற்காக).
2. பொருளாதார உறவுகளின் திசையில்:
- கிடைமட்ட ஓட்டங்கள்- அதே நிலை இணைப்புகளுக்கு இடையே நிதிகளின் சுழற்சி;
- செங்குத்து ஓட்டங்கள்- படிநிலையின் வெவ்வேறு நிலைகளில் அமைந்துள்ள இணைப்புகளுக்கு இடையில் நிதிகளின் சுழற்சி.
3. கணக்கீட்டு படிவத்தின் படி:
- பணவியல்- பணப்புழக்கம்;
- தகவல் மற்றும் நிதி- பணமில்லாத பரிமாற்றங்கள்;
- கணக்கியல் மற்றும் நிதி- உற்பத்தி செயல்பாட்டில் பொருள் செலவுகளை உருவாக்கும் போது ஏற்படும்.
தளவாடங்களில் சேவை மற்றும் பிற வகையான ஓட்டங்கள்
பொருள் ஓட்டங்கள் பாரம்பரியமாக தளவாடங்களில் பிரதானமாகக் கருதப்படுகின்றன. தகவல் மற்றும் நிதி ஓட்டங்கள் அவர்களுடன் நெருக்கமாக ஒன்றோடொன்று இணைக்கப்பட்டுள்ளன. ஆனால் தளவாடங்களில் பல்வேறு ஓட்டங்கள் அங்கு முடிவதில்லை! எடுத்துக்காட்டாக, சேவை ஓட்டங்கள் அல்லது, வேறுவிதமாகக் கூறினால், சேவை ஓட்டங்கள் பெரும்பாலும் வேறுபடுகின்றன.
சேவை நூல்- இது ஒரு குறிப்பிட்ட காலப்பகுதியில் வாடிக்கையாளர்களுக்கு வழங்கப்படும் குறிப்பிட்ட அளவிலான சேவைகள்.
சரக்கு ஓட்டங்கள் ஒரு சிறப்பு வகை பொருள் ஓட்டமாக கருதப்படலாம்.
சரக்கு ஓட்டம்(சரக்கு போக்குவரத்து) என்பது ஒரு குறிப்பிட்ட காலத்திற்கு (பொதுவாக ஒரு வருடம்), ஒரு குறிப்பிட்ட பாதையில் தனித்தனி அலகுகளில் கொண்டு செல்லப்படும் சரக்குகளின் அளவு.
போக்குவரத்து, வாடிக்கையாளர் ஓட்டங்கள், உழைப்பு, பயன்பாட்டு ஓட்டங்கள், ஆற்றல்: தளவாடங்களில் மற்ற வகை ஓட்டங்களை நாம் வேறுபடுத்தி அறியலாம்.
மிக பெரும்பாலும், பொருள் மற்றும் அதனுடன் வரும் துணை பாய்ச்சல்கள் ஒரு வகையான ஒருங்கிணைந்த நிறுவனத்தை உருவாக்குகின்றன, இது ஒரு குறிப்பிட்ட அமைப்பு மற்றும் நிலைத்தன்மையைக் கொண்டுள்ளது. இது ஒரு ஒருங்கிணைந்த தளவாட ஓட்டம் என்று நாம் கூறலாம்.
கலியுதினோவ் ஆர்.ஆர்.
© நேரடியாக ஹைப்பர்லிங்க் இருந்தால் மட்டுமே பொருளை நகலெடுக்க அனுமதிக்கப்படும்
2 மெட்டீரியல் ஃப்ளோ மேனேஜ்மென்ட் சிஸ்டம்ஸ்
பொருட்கள் ஓட்ட மேலாண்மை அமைப்பு என்பது ஒரு உள்-உற்பத்தி தளவாட அமைப்பின் கட்டமைப்பிற்குள் பொருள் ஓட்டங்களைத் திட்டமிடுதல் மற்றும் ஒழுங்குபடுத்துவதற்கான ஒரு நிறுவன பொறிமுறையாக புரிந்து கொள்ளப்படுகிறது.
ஒரு ஓட்டம் என்பது பொருள்களின் தொகுப்பாகும், இது ஒரு முழுமையானதாக உணரப்படுகிறது, ஒரு குறிப்பிட்ட கால இடைவெளியில் ஒரு செயல்முறையாக உள்ளது மற்றும் ஒரு குறிப்பிட்ட காலத்தில் முழுமையான அலகுகளில் அளவிடப்படுகிறது. ஓட்ட அளவுருக்கள் என்பது நடந்துகொண்டிருக்கும் செயல்முறையை வகைப்படுத்தும் அளவுருக்கள் ஆகும். ஓட்டத்தை வகைப்படுத்தும் முக்கிய அளவுருக்கள்: அதன் ஆரம்ப மற்றும் இறுதி புள்ளிகள், இயக்கத்தின் பாதை, பாதையின் நீளம் (பாதையின் அளவு), வேகம் மற்றும் இயக்கத்தின் நேரம், இடைநிலை புள்ளிகள் மற்றும் தீவிரம்.
உள்ளடக்கப் பொருட்களின் தன்மையின் அடிப்படையில், பின்வரும் வகையான ஓட்டங்கள் வேறுபடுகின்றன: பொருள், போக்குவரத்து, ஆற்றல், பணம், தகவல், மனித, இராணுவம் போன்றவை, ஆனால் தளவாடங்களுக்கு, மேலே உள்ள, பொருள், தகவல் மற்றும் நிதி ஆகியவை ஆர்வமாக உள்ளன. .
பொருள் ஓட்டத்தின் கருத்து தளவாடங்களில் முக்கியமானது. மூலப்பொருட்களின் முதன்மை மூலத்திலிருந்து இறுதி நுகர்வோர் வரை - மூலப்பொருட்கள், அரை முடிக்கப்பட்ட பொருட்கள் மற்றும் முடிக்கப்பட்ட தயாரிப்புகளுடன் போக்குவரத்து, கிடங்கு மற்றும் பிற பொருள் நடவடிக்கைகளின் விளைவாக பொருள் ஓட்டங்கள் உருவாகின்றன. பொருள் ஓட்டங்கள் வெவ்வேறு நிறுவனங்களுக்கு இடையே அல்லது ஒரு நிறுவனத்திற்குள் பாயலாம்.
பொருள் ஓட்டம் என்பது பல்வேறு தளவாடங்கள் (போக்குவரத்து, கிடங்கு, முதலியன) மற்றும் (அல்லது) தொழில்நுட்ப (எந்திரம், அசெம்பிளி, முதலியன) செயல்பாடுகளைப் பயன்படுத்துவதற்கான செயல்பாட்டில் கருதப்படும் ஒரு தயாரிப்பு (சரக்கு, பாகங்கள், சரக்கு பொருட்கள் வடிவில்). மற்றும் ஒரு குறிப்பிட்ட நேர இடைவெளிக்கு காரணம். பொருள் ஓட்டம் ஒரு கால இடைவெளியில் கடந்து செல்லாது, ஆனால் ஒரு குறிப்பிட்ட நேரத்தில், ஒரு பொருள் பங்குக்குள்.
பொருள் ஓட்டம் ஒரு குறிப்பிட்ட அளவுருக்களால் வகைப்படுத்தப்படுகிறது:
பெயரிடல், வகைப்படுத்தல் மற்றும் தயாரிப்புகளின் அளவு;
ஒட்டுமொத்த பண்புகள் (தொகுதி, பகுதி, நேரியல் பரிமாணங்கள்);
எடை பண்புகள் (மொத்த எடை, மொத்த எடை, நிகர எடை);
சரக்குகளின் உடல் மற்றும் வேதியியல் பண்புகள்;
கொள்கலனின் பண்புகள் (பேக்கேஜிங்);
கொள்முதல் மற்றும் விற்பனை ஒப்பந்தங்களின் விதிமுறைகள் (உரிமையை மாற்றுதல், வழங்கல்);
போக்குவரத்து மற்றும் காப்பீட்டு விதிமுறைகள்;
நிதி (செலவு) பண்புகள்;
தயாரிப்புகளின் இயக்கம், முதலியன தொடர்பான பிற உடல் விநியோக செயல்பாடுகளைச் செய்வதற்கான நிபந்தனைகள்.
மூலப்பொருட்களின் முதன்மை மூலத்திலிருந்து இறுதி நுகர்வோருக்கு செல்லும் வழியில் பொருள் ஓட்டம் பல உற்பத்தி இணைப்புகள் வழியாக செல்கிறது. இந்த கட்டத்தில் பொருள் ஓட்ட மேலாண்மை அதன் சொந்த பிரத்தியேகங்களைக் கொண்டுள்ளது மற்றும் அழைக்கப்படுகிறது உற்பத்தி தளவாடங்கள்.
உற்பத்தி தளவாடங்களின் பணிகள் உருவாக்கும் நிறுவனங்களுக்குள் பொருள் ஓட்டங்களை நிர்வகிப்பதோடு தொடர்புடையது பொருள் பொருட்கள்அல்லது அத்தகைய வழங்குதல் பொருள் சேவைகள், சேமிப்பு, பேக்கேஜிங், தொங்குதல், அடுக்கி வைத்தல் போன்றவை.
உற்பத்தி தளவாடங்களால் கருதப்படும் தளவாட அமைப்புகள் உள்-உற்பத்தி தளவாட அமைப்புகள் என்று அழைக்கப்படுகின்றன. இதில் அடங்கும்: தொழில்துறை நிறுவனம்; மொத்த விற்பனை நிறுவனம், சேமிப்பு வசதிகள் கொண்டவை; சரக்கு மையம்; ஹப் துறைமுகம், முதலியன. உள்-தொழில்துறை தளவாட அமைப்புகள் மேக்ரோ மற்றும் மைக்ரோ மட்டங்களில் கருதப்படலாம்.
மேக்ரோ மட்டத்தில், உள்-உற்பத்தி தளவாட அமைப்புகள் மேக்ரோ-லாஜிஸ்டிக்ஸ் அமைப்புகளின் கூறுகளாக செயல்படுகின்றன. அவை இந்த அமைப்புகளின் செயல்பாட்டின் தாளத்தை அமைக்கின்றன மற்றும் பொருள் ஓட்டங்களின் ஆதாரங்களாக இருக்கின்றன. மேக்ரோலாஜிஸ்டிக்ஸ் அமைப்புகளை மாற்றங்களுக்கு ஏற்ப மாற்றும் திறன் சூழல்உள்-உற்பத்தி தளவாட அமைப்புகளின் தரத்தை விரைவாக மாற்றும் திறனால் பெரும்பாலும் தீர்மானிக்கப்படுகிறது. அளவு கலவைவெளியீடு பொருள் ஓட்டம், அதாவது உற்பத்தி செய்யப்படும் பொருட்களின் வரம்பு மற்றும் அளவு. ஒரு உலகளாவிய இருப்பு காரணமாக உள்-உற்பத்தி தளவாட அமைப்புகளின் தரமான நெகிழ்வுத்தன்மையை உறுதி செய்ய முடியும். சேவை பணியாளர்கள்மற்றும் நெகிழ்வான உற்பத்தி. அளவு நெகிழ்வுத்தன்மையும் பல்வேறு வழிகளில் வழங்கப்படுகிறது. எடுத்துக்காட்டாக, சில ஜப்பானிய நிறுவனங்களில், முக்கிய ஊழியர்கள் அதிகபட்ச ஊழியர்களின் எண்ணிக்கையில் 20% க்கு மேல் இல்லை. மீதமுள்ள 80% தற்காலிக பணியாளர்கள். மேலும், தற்காலிக பணியாளர்களின் எண்ணிக்கையில் 50% வரை பெண்கள் மற்றும் ஓய்வூதியம் பெறுபவர்கள். எனவே, 200 பேர் கொண்ட ஊழியர்களுடன், நிறுவனம் எந்த நேரத்திலும் ஒரு ஆர்டரை நிறைவேற்ற 1,000 நபர்களை நியமிக்க முடியும். இருப்பு தொழிலாளர் படைஉபகரணங்களின் போதுமான இருப்பு மூலம் கூடுதலாக.
நுண்ணிய மட்டத்தில், உள்-உற்பத்தி தளவாட அமைப்புகள் பல துணை அமைப்புகளை பிரதிநிதித்துவப்படுத்துகின்றன, அவை ஒருவருக்கொருவர் உறவுகள் மற்றும் இணைப்புகளில் உள்ளன, அவை ஒரு குறிப்பிட்ட ஒருமைப்பாடு மற்றும் ஒற்றுமையை உருவாக்குகின்றன. இந்த துணை அமைப்புகள்: கொள்முதல், கிடங்குகள், சரக்குகள், உற்பத்தி சேவைகள், போக்குவரத்து, தகவல், விற்பனை மற்றும் பணியாளர்கள், கணினியில் பொருள் ஓட்டம் நுழைவதை உறுதி செய்தல், அதற்குள் சென்று கணினியிலிருந்து வெளியேறுதல். தளவாடங்களின் கருத்துக்கு இணங்க, உள்-உற்பத்தி தளவாட அமைப்புகளின் கட்டுமானமானது நிறுவனத்திற்குள் வழங்கல், உற்பத்தி மற்றும் விற்பனை இணைப்புகளின் திட்டங்கள் மற்றும் செயல்களின் நிலையான ஒருங்கிணைப்பு மற்றும் பரஸ்பர சரிசெய்தல் சாத்தியத்தை உறுதி செய்ய வேண்டும்.
தேவை சப்ளையை விட அதிகமாக இருக்கும்போது, சந்தை நிலவரங்களை கணக்கில் கொண்டு உற்பத்தி செய்யப்படும் பொருட்களின் ஒரு தொகுதி விற்பனை செய்யப்படும் என்று நாம் நம்பிக்கையுடன் கருதலாம். எனவே, அதிகபட்ச உபகரணங்களைப் பயன்படுத்துவதற்கான குறிக்கோள் முன்னுரிமை பெறுகிறது. மேலும், உற்பத்தி செய்யப்படும் பெரிய தொகுதி, உற்பத்தியின் யூனிட் விலை குறைவாக இருக்கும். செயல்படுத்தும் பணி முன்னணியில் இல்லை.
சந்தையில் வாங்குபவர் "டிக்டேஷன்" வருகையுடன் நிலைமை மாறுகிறது. உற்பத்தி செய்யப்பட்ட பொருளை போட்டி சூழலில் விற்பனை செய்யும் பணி முதலில் வருகிறது. சந்தை தேவையின் ஏற்ற இறக்கம் மற்றும் கணிக்க முடியாத தன்மை ஆகியவை பெரிய சரக்குகளை உருவாக்குவது மற்றும் பராமரிப்பது நடைமுறைக்கு மாறானது. அதே நேரத்தில், உற்பத்தியாளருக்கு இனி ஒரு ஆர்டரை இழக்க உரிமை இல்லை. எனவே வளர்ந்து வரும் தேவைக்கு உற்பத்தியுடன் விரைவாக பதிலளிக்கக்கூடிய நெகிழ்வான உற்பத்தி வசதிகள் தேவை.
போட்டிச் சூழலில் செலவுகளைக் குறைப்பது உற்பத்தி செய்யப்பட்ட தொகுதிகள் மற்றும் பிற விரிவான நடவடிக்கைகளின் அளவை அதிகரிப்பதன் மூலம் அல்ல, ஆனால் தனிப்பட்ட உற்பத்தி மற்றும் முழுப் பொருட்களின் விநியோக அமைப்பு இரண்டின் தளவாட அமைப்பால் அடையப்படுகிறது.
பல பொருட்கள் மேலாண்மை அமைப்புகள் உள்ளன:
MRP - பொருட்கள் தேவைகள் திட்டமிடல்;
டிஆர்பி - வள ஒதுக்கீடு திட்டமிடல்;
JIT - "சரியான நேரத்தில்" கொள்கையின் அடிப்படையில் பொருள் மற்றும் தகவல் ஓட்டங்களின் மேலாண்மை;
கன்பன் - தகவல் ஆதரவு செயல்பாட்டு மேலாண்மை"சரியான நேரத்தில்" கொள்கையின் அடிப்படையில் பொருள் பாய்கிறது;
OPT - உகந்த உற்பத்தி தொழில்நுட்பம்.
2.1 புஷ் சிஸ்டம்பொருள் ஓட்ட மேலாண்மை.
புஷ் அமைப்பு ஒரு உற்பத்தி நிறுவன அமைப்பாகும், இதில் உற்பத்தி தளத்திற்கு வரும் உழைப்பின் பொருள்கள் முந்தைய தொழில்நுட்ப இணைப்பிலிருந்து இந்த தளத்தால் நேரடியாக ஆர்டர் செய்யப்படவில்லை. மத்திய உற்பத்தி மேலாண்மை அமைப்பிலிருந்து அனுப்பும் இணைப்பு மூலம் பெறப்பட்ட கட்டளையின்படி பொருள் ஓட்டம் பெறுநருக்கு "தள்ளப்படுகிறது" (படம் 1)
கட்டுப்பாட்டு அமைப்பு
மூலப்பொருட்கள் கிடங்கு
சட்டசபை கடை
புராணக்கதை:
பொருள் ஓட்டம், தகவல் ஓட்டம்
அரிசி. 1. உள்-உற்பத்தி தளவாட அமைப்பின் கட்டமைப்பிற்குள் தள்ளும் பொருள் ஓட்ட மேலாண்மை அமைப்பின் திட்ட வரைபடம்
மேலாண்மை மற்றும் ஓட்டங்களின் புஷ் மாதிரிகள் உற்பத்தியை ஒழுங்கமைக்கும் பாரம்பரிய முறைகளின் சிறப்பியல்பு ஆகும். கணினி தொழில்நுட்பத்தின் பாரிய பரவல் தொடர்பாக உற்பத்தியின் தளவாட அமைப்புக்கு அவற்றின் பயன்பாட்டின் சாத்தியம் தோன்றியது. இந்த அமைப்புகள், 60 களில் இருந்த முதல் முன்னேற்றங்கள், நிறுவனத்தின் அனைத்து பிரிவுகளின் திட்டங்களையும் செயல்களையும் ஒருங்கிணைத்து விரைவாக சரிசெய்ய முடிந்தது - வழங்கல், உற்பத்தி மற்றும் விற்பனை, உண்மையான நேரத்தில் நிலையான மாற்றங்களை கணக்கில் எடுத்துக்கொள்வது.
மைக்ரோ எலக்ட்ரானிக்ஸ் மற்றும் உற்பத்தியில் தொழிலாளர்கள் மற்றும் உபகரணங்களின் பயன்பாட்டை அதிகப்படுத்துவதன் மூலம் ஒரு சிக்கலான உற்பத்தி பொறிமுறையை ஒற்றை முழுமையுடன் இணைக்கும் திறன் கொண்ட புஷ் அமைப்புகள். இருப்பினும், தேவையில் கூர்மையான மாற்றம் ஏற்பட்டால், "புஷ்" அமைப்பின் பயன்பாடு, ஒவ்வொரு கட்டத்திற்கும் உற்பத்தியை "மறுதிட்டமிட" திறன் இல்லாததால் அதிகப்படியான சரக்கு மற்றும் "ஓவர் ஸ்டாக்கிங்" உருவாக்க வழிவகுக்கிறது. தளத்திற்கு "தள்ளப்பட்ட" பொருள் ஓட்டத்தின் அளவுருக்கள், கட்டுப்பாட்டு அமைப்பு இந்த தளத்தில் உற்பத்தி நிலைமையை பாதிக்கும் அனைத்து காரணிகளையும் கணக்கில் எடுத்து மதிப்பீடு செய்யக்கூடிய அளவிற்கு உகந்ததாக இருக்கும். எவ்வாறாயினும், நிறுவனத்தின் பல பிரிவுகளில் ஒவ்வொன்றிற்கும் அதிகமான காரணிகளை கட்டுப்பாட்டு அமைப்பு கணக்கில் எடுத்துக்கொள்ள வேண்டும், அதன் மென்பொருள், தகவல் மற்றும் தொழில்நுட்ப ஆதரவு மிகவும் மேம்பட்ட மற்றும் விலை உயர்ந்ததாக இருக்க வேண்டும்.
2.2 இழுக்கும் அமைப்புபொருள் ஓட்ட மேலாண்மை.
மற்றொரு விருப்பம் பொருள் ஓட்டத்தை நிர்வகிப்பதற்கான அடிப்படையில் வேறுபட்ட வழியை அடிப்படையாகக் கொண்டது. இது அழைக்கப்படுகிறது "இழுக்கும் அமைப்பு" மற்றும் இது ஒரு உற்பத்தி நிறுவன அமைப்பாகும், இதில் தேவையான பாகங்கள் மற்றும் அரை முடிக்கப்பட்ட தயாரிப்புகள் முந்தைய தொழில்நுட்ப செயல்பாட்டிலிருந்து தேவைக்கேற்ப வழங்கப்படுகின்றன.
இங்கே, மத்திய கட்டுப்பாட்டு அமைப்பு, நிறுவனத்தின் பல்வேறு பகுதிகளுக்கு இடையேயான பொருள் பரிமாற்றத்தில் தலையிடாது மற்றும் அவற்றுக்கான தற்போதைய உற்பத்தி பணிகளை அமைக்காது. ஒரு தனிப்பட்ட தொழில்நுட்ப இணைப்பின் உற்பத்தித் திட்டம், அடுத்தடுத்த இணைப்பின் வரிசை அளவு மூலம் தீர்மானிக்கப்படுகிறது. உற்பத்தி தொழில்நுட்ப சங்கிலியின் இறுதி இணைப்புக்கு மட்டுமே மத்திய கட்டுப்பாட்டு அமைப்பு ஒரு பணியை முன்வைக்கிறது. இழுக்கும் அமைப்பு உற்பத்தியின் ஒவ்வொரு கட்டத்திலும் குறைந்தபட்ச அளவிலான சரக்குகளை பராமரிப்பது மற்றும் அடுத்த பகுதியிலிருந்து முந்தைய பகுதிக்கு ஆர்டரின் இயக்கம் ஆகியவை அடங்கும். அடுத்த பிரிவு அதன் தயாரிப்புகளின் நுகர்வு விகிதம் மற்றும் நேரத்திற்கு ஏற்ப பொருட்களை ஆர்டர் செய்கிறது. பணி அட்டவணை நுகர்வோர் தளத்திற்கு (கடை) மட்டுமே நிறுவப்பட்டுள்ளது. உற்பத்தி தளத்தில் ஒரு குறிப்பிட்ட அட்டவணை அல்லது திட்டம் இல்லை மற்றும் பெறப்பட்ட ஆர்டருக்கு ஏற்ப செயல்படுகிறது. இந்த வழியில், உண்மையில் தேவைப்படும் பாகங்கள் மட்டுமே தயாரிக்கப்படுகின்றன மற்றும் தேவை ஏற்படும் போது மட்டுமே.
டி  இழுவை அமைப்பின் செயல்பாட்டின் பொறிமுறையைப் புரிந்து கொள்ள, ஒரு உதாரணத்தை (படம் 2) கருத்தில் கொள்வோம்.
இழுவை அமைப்பின் செயல்பாட்டின் பொறிமுறையைப் புரிந்து கொள்ள, ஒரு உதாரணத்தை (படம் 2) கருத்தில் கொள்வோம்.
அரிசி. 2 உள்-உற்பத்தி தளவாட அமைப்பின் கட்டமைப்பிற்குள் பொருள் ஓட்ட மேலாண்மை அமைப்பை இழுக்கவும்
ஒரு நிறுவனம் 10 யூனிட் தயாரிப்புகளை உற்பத்தி செய்வதற்கான ஆர்டரைப் பெறுகிறது என்று வைத்துக்கொள்வோம். கட்டுப்பாட்டு அமைப்பு இந்த ஆர்டரை சட்டசபை கடைக்கு அனுப்புகிறது. அசெம்பிளி கடை, ஆர்டரை நிறைவேற்ற, பணிமனை எண். 1ல் இருந்து 10 பாகங்களைக் கோருகிறது. அதன் ஸ்டாக்கில் இருந்து 10 பாகங்களை மாற்றிய பிறகு, பட்டறை எண். 1, பங்குகளை நிரப்புவதற்காக, பணிமனை எண். 2 இலிருந்து பத்து வெற்றிடங்களை ஆர்டர் செய்கிறது. இதையொட்டி, பட்டறை எண். 2, 10 வெற்றிடங்களை மாற்றிய பின்னர், மூலப்பொருட்கள் கிடங்கில் இருந்து மாற்றப்பட்ட அளவை உற்பத்தி செய்வதற்கான பொருட்களை ஆர்டர் செய்கிறது, மேலும் பங்குகளை மீட்டெடுக்கும் நோக்கத்துடன். இவ்வாறு, பொருள் குறிப்பு ஒவ்வொரு அடுத்தடுத்த இணைப்பிலும் "நீட்டப்பட்டது". மேலும், ஒரு தனி பட்டறையின் பணியாளர்கள் மத்திய கட்டுப்பாட்டு அமைப்பு செய்யக்கூடியதை விட உகந்த வரிசையின் அளவை தீர்மானிக்கும் பல குறிப்பிட்ட காரணிகளை கணக்கில் எடுத்துக்கொள்ள முடியும்.
2.3 லாஜிஸ்டிக்ஸ் கருத்துஆர்.பி.
உலகின் மிகவும் பிரபலமான தளவாடக் கருத்துக்களில் ஒன்று, அதன் அடிப்படையில் ஏராளமான தளவாட அமைப்புகள் உருவாக்கப்பட்டு செயல்படுகின்றன, இது “தேவைகள் / வள திட்டமிடல்” - RP (“தேவைகள் / வள திட்டமிடல்”) என்ற கருத்து.
உற்பத்தி மற்றும் விநியோகத்தில் RP கருத்தை அடிப்படையாகக் கொண்ட அடிப்படை அமைப்புகள் MRP I / MRP II அமைப்புகள் - “பொருட்கள்/உற்பத்தி தேவைகள் / வள திட்டமிடல்” (பொருள் தேவைகள் திட்டமிடல் அமைப்புகள் / உற்பத்தி வள திட்டமிடல் அமைப்புகள்) மற்றும் விநியோகம் (விநியோகம்) - DRP I. / DRP II - “விநியோகத் தேவைகள்/வள திட்டமிடல்” (தயாரிப்பு/வள விநியோக திட்டமிடல் அமைப்புகள்). எம்ஆர்பி மற்றும் டிஆர்பி ஆகியவை புஷ் கட்டுப்பாட்டு அமைப்புகள். RP லாஜிஸ்டிக்ஸ் கருத்து மிக நீண்ட காலத்திற்கு முன்பே (1950 களின் நடுப்பகுதியில் இருந்து) வடிவமைக்கப்பட்டிருந்தாலும், அதிவேக கணினிகளின் வருகையால் மட்டுமே அது நடைமுறைக்கு வந்தது, மேலும் நுண்செயலி மற்றும் தகவல் தொழில்நுட்பங்களில் ஏற்பட்ட புரட்சி விரைவான வேகத்தைத் தூண்டியது. வணிகத்தில் RP அமைப்புகளின் பல்வேறு பயன்பாடுகளின் வளர்ச்சி.
பொருட்கள் ஓட்ட மேலாண்மை அமைப்பு என்பது ஒரு உள்-உற்பத்தி தளவாட அமைப்பின் கட்டமைப்பிற்குள் பொருள் ஓட்டங்களைத் திட்டமிடுதல் மற்றும் ஒழுங்குபடுத்துவதற்கான ஒரு நிறுவன பொறிமுறையாக புரிந்து கொள்ளப்படுகிறது.
ஒரு ஓட்டம் என்பது பொருள்களின் தொகுப்பாகும், இது ஒரு முழுமையானதாக உணரப்படுகிறது, ஒரு குறிப்பிட்ட கால இடைவெளியில் ஒரு செயல்முறையாக உள்ளது மற்றும் ஒரு குறிப்பிட்ட காலத்தில் முழுமையான அலகுகளில் அளவிடப்படுகிறது. ஓட்ட அளவுருக்கள் என்பது நடந்துகொண்டிருக்கும் செயல்முறையை வகைப்படுத்தும் அளவுருக்கள் ஆகும். ஓட்டத்தை வகைப்படுத்தும் முக்கிய அளவுருக்கள்: அதன் ஆரம்ப மற்றும் இறுதி புள்ளிகள், இயக்கத்தின் பாதை, பாதையின் நீளம் (பாதையின் அளவு), வேகம் மற்றும் இயக்கத்தின் நேரம், இடைநிலை புள்ளிகள் மற்றும் தீவிரம்.
தொகுதி பொருள்களின் தன்மையின் அடிப்படையில், பின்வரும் வகையான ஓட்டங்கள் வேறுபடுகின்றன: பொருள், போக்குவரத்து, ஆற்றல், பணம், தகவல், மனித, இராணுவம் போன்றவை, ஆனால் தளவாடங்களுக்கு, மேலே உள்ள, பொருள், தகவல் மற்றும் நிதி ஆகியவை ஆர்வமாக உள்ளன.
பொருள் ஓட்டத்தின் கருத்து தளவாடங்களில் முக்கியமானது. மூலப்பொருட்களின் முதன்மை மூலத்திலிருந்து இறுதி நுகர்வோர் வரை - மூலப்பொருட்கள், அரை முடிக்கப்பட்ட பொருட்கள் மற்றும் முடிக்கப்பட்ட தயாரிப்புகளுடன் போக்குவரத்து, கிடங்கு மற்றும் பிற பொருள் நடவடிக்கைகளின் விளைவாக பொருள் ஓட்டங்கள் உருவாகின்றன. பொருள் ஓட்டங்கள் வெவ்வேறு நிறுவனங்களுக்கு இடையில் அல்லது ஒரு நிறுவனத்திற்குள் பாயலாம்.
பொருள் ஓட்டம் என்பது பல்வேறு தளவாடங்கள் (போக்குவரத்து, கிடங்கு, முதலியன) மற்றும் (அல்லது) தொழில்நுட்ப (எந்திரம், அசெம்பிளி, முதலியன) செயல்பாடுகளைப் பயன்படுத்துவதற்கான செயல்பாட்டில் கருதப்படும் ஒரு தயாரிப்பு (சரக்கு, பாகங்கள், சரக்கு பொருட்கள் வடிவில்). மற்றும் ஒரு குறிப்பிட்ட நேர இடைவெளிக்கு காரணம். பொருள் ஓட்டம் ஒரு நேர இடைவெளியில் இல்லை, ஆனால் உள்ளே இந்த நேரத்தில்நேரம் பொருள் இருப்புக்கு செல்கிறது.
பொருள் ஓட்டம் ஒரு குறிப்பிட்ட அளவுருக்களால் வகைப்படுத்தப்படுகிறது:
- · பெயரிடல், வகைப்படுத்தல் மற்றும் தயாரிப்புகளின் அளவு;
- · ஒட்டுமொத்த பண்புகள் (தொகுதி, பகுதி, நேரியல் பரிமாணங்கள்);
- · எடை பண்புகள் (மொத்த எடை, மொத்த எடை, நிகர எடை);
- சரக்குகளின் உடல் மற்றும் வேதியியல் பண்புகள்;
- · கொள்கலனின் பண்புகள் (பேக்கேஜிங்);
- · கொள்முதல் மற்றும் விற்பனை ஒப்பந்தங்களின் விதிமுறைகள் (உரிமையை மாற்றுதல், விநியோகம்);
- · போக்குவரத்து மற்றும் காப்பீட்டு நிலைமைகள்;
- · நிதி (செலவு) பண்புகள்;
- · தயாரிப்புகளின் இயக்கம், முதலியன தொடர்பான பிற உடல் விநியோக செயல்பாடுகளைச் செய்வதற்கான நிபந்தனைகள்.
மூலப்பொருட்களின் முதன்மை மூலத்திலிருந்து இறுதி நுகர்வோருக்கு செல்லும் வழியில் பொருள் ஓட்டம் பல உற்பத்தி இணைப்புகள் வழியாக செல்கிறது. இந்த கட்டத்தில் பொருள் ஓட்ட மேலாண்மை அதன் சொந்த பிரத்தியேகங்களைக் கொண்டுள்ளது மற்றும் உற்பத்தி தளவாடங்கள் என்று அழைக்கப்படுகிறது.
உற்பத்தி தளவாடங்களின் பணிகள், பொருள் பொருட்களை உருவாக்கும் அல்லது சேமிப்பு, பேக்கேஜிங், தொங்கும், குவியலிடுதல் போன்ற பொருள் சேவைகளை வழங்கும் நிறுவனங்களுக்குள் பொருள் ஓட்டங்களை நிர்வகிப்பதைப் பற்றியது.
உற்பத்தி தளவாடங்களால் கருதப்படும் தளவாட அமைப்புகள் உள்-உற்பத்தி தளவாட அமைப்புகள் என்று அழைக்கப்படுகின்றன. இதில் அடங்கும்: தொழில்துறை நிறுவனம்; கிடங்கு வசதிகளுடன் கூடிய மொத்த விற்பனை நிறுவனம்; சரக்கு மையம்; ஹப் துறைமுகம், முதலியன. உள்-தொழில்துறை தளவாட அமைப்புகள் மேக்ரோ மற்றும் மைக்ரோ மட்டங்களில் கருதப்படலாம்.
மேக்ரோ மட்டத்தில், உள்-உற்பத்தி தளவாட அமைப்புகள் மேக்ரோ-லாஜிஸ்டிக்ஸ் அமைப்புகளின் கூறுகளாக செயல்படுகின்றன. அவை இந்த அமைப்புகளின் செயல்பாட்டின் தாளத்தை அமைக்கின்றன மற்றும் பொருள் ஓட்டங்களின் ஆதாரங்களாக இருக்கின்றன. மேக்ரோலாஜிஸ்டிக்ஸ் அமைப்புகளை சுற்றுச்சூழல் மாற்றங்களுக்கு ஏற்ப மாற்றியமைக்கும் திறன் பெரும்பாலும் அவற்றின் உள்-உற்பத்தி தளவாட அமைப்புகளின் திறனால் தீர்மானிக்கப்படுகிறது, இது வெளியீட்டு பொருள் ஓட்டத்தின் தரம் மற்றும் அளவு கலவையை விரைவாக மாற்றுகிறது, அதாவது உற்பத்தி செய்யப்படும் பொருட்களின் வரம்பு மற்றும் அளவு. உலகளாவிய சேவை பணியாளர்கள் மற்றும் நெகிழ்வான உற்பத்தியின் மூலம் உள்-உற்பத்தி தளவாட அமைப்புகளின் உயர்தர நெகிழ்வுத்தன்மையை அடைய முடியும். அளவு நெகிழ்வுத்தன்மையும் வழங்கப்படுகிறது பல்வேறு வழிகளில். எடுத்துக்காட்டாக, சில ஜப்பானிய நிறுவனங்களில், முக்கிய ஊழியர்கள் அதிகபட்ச ஊழியர்களின் எண்ணிக்கையில் 20% க்கு மேல் இல்லை. மீதமுள்ள 80% தற்காலிக பணியாளர்கள். மேலும், தற்காலிக பணியாளர்களின் எண்ணிக்கையில் 50% வரை பெண்கள் மற்றும் ஓய்வூதியம் பெறுபவர்கள். இதனால், 200 பேர் கொண்ட ஊழியர்களுடன், நிறுவனம் எந்த நேரத்திலும் ஒரு ஆர்டரை நிறைவேற்ற 1,000 நபர்களை நியமிக்க முடியும். தொழிலாளர் இருப்பு உபகரணங்களின் போதுமான இருப்பு மூலம் பூர்த்தி செய்யப்படுகிறது.
நுண்ணிய மட்டத்தில், உள்-உற்பத்தி தளவாட அமைப்புகள் பல துணை அமைப்புகளை பிரதிநிதித்துவப்படுத்துகின்றன, அவை ஒருவருக்கொருவர் உறவுகள் மற்றும் இணைப்புகளில் உள்ளன, அவை ஒரு குறிப்பிட்ட ஒருமைப்பாடு மற்றும் ஒற்றுமையை உருவாக்குகின்றன. இந்த துணை அமைப்புகள்: கொள்முதல், கிடங்குகள், சரக்குகள், உற்பத்தி சேவைகள், போக்குவரத்து, தகவல், விற்பனை மற்றும் பணியாளர்கள், கணினியில் பொருள் ஓட்டம் நுழைவதை உறுதி செய்தல், அதற்குள் சென்று கணினியிலிருந்து வெளியேறுதல். தளவாடங்களின் கருத்துக்கு இணங்க, உள்-உற்பத்தி தளவாட அமைப்புகளின் கட்டுமானமானது நிறுவனத்திற்குள் வழங்கல், உற்பத்தி மற்றும் விற்பனை இணைப்புகளின் திட்டங்கள் மற்றும் செயல்களின் நிலையான ஒருங்கிணைப்பு மற்றும் பரஸ்பர சரிசெய்தல் சாத்தியத்தை உறுதி செய்ய வேண்டும்.
தேவை சப்ளையை விட அதிகமாகும் போது, சந்தை நிலவரங்களை கணக்கில் கொண்டு உற்பத்தி செய்யப்படும் பொருட்களின் ஒரு தொகுதி விற்பனை செய்யப்படும் என்று நாம் நம்பிக்கையுடன் கருதலாம். எனவே, அதிகபட்ச உபகரணங்களைப் பயன்படுத்துவதற்கான குறிக்கோள் முன்னுரிமை பெறுகிறது. மேலும், உற்பத்தி செய்யப்படும் பெரிய தொகுதி, உற்பத்தியின் யூனிட் விலை குறைவாக இருக்கும். செயல்படுத்தும் பணி முன்னணியில் இல்லை.
சந்தையில் வாங்குபவர் "டிக்டேஷன்" வருகையுடன் நிலைமை மாறுகிறது. உற்பத்தி செய்யப்பட்ட பொருளை போட்டி சூழலில் விற்பனை செய்யும் பணி முதலில் வருகிறது. சந்தை தேவையின் ஏற்ற இறக்கம் மற்றும் கணிக்க முடியாத தன்மை ஆகியவை பெரிய சரக்குகளை உருவாக்குவது மற்றும் பராமரிப்பது நடைமுறைக்கு மாறானது. அதே நேரத்தில், உற்பத்தியாளருக்கு இனி ஒரு ஆர்டரை இழக்க உரிமை இல்லை. எனவே வளர்ந்து வரும் தேவைக்கு உற்பத்தியுடன் விரைவாக பதிலளிக்கக்கூடிய நெகிழ்வான உற்பத்தி வசதிகள் தேவை.
போட்டிச் சூழலில் செலவுகளைக் குறைப்பது உற்பத்தி செய்யப்பட்ட தொகுதிகள் மற்றும் பிற விரிவான நடவடிக்கைகளின் அளவை அதிகரிப்பதன் மூலம் அல்ல, ஆனால் தனிப்பட்ட உற்பத்தி மற்றும் முழுப் பொருட்களின் விநியோக அமைப்பு இரண்டின் தளவாட அமைப்பால் அடையப்படுகிறது.
பல பொருட்கள் மேலாண்மை அமைப்புகள் உள்ளன:
- · MRP - பொருட்கள் தேவைகள் திட்டமிடல்;
- · டிஆர்பி - வள ஒதுக்கீடு திட்டமிடல்;
- ஜேஐடி - "சரியான நேரத்தில்" கொள்கையின் அடிப்படையில் பொருள் மற்றும் தகவல் ஓட்டங்களின் மேலாண்மை;
- · KANBAN - "சரியான நேரத்தில்" கொள்கையின் அடிப்படையில் பொருள் ஓட்டங்களின் செயல்பாட்டு மேலாண்மைக்கான தகவல் ஆதரவு;
- · OPT - உகந்த உற்பத்தி தொழில்நுட்பம்.
பொருட்கள் மேலாண்மை அமைப்புகள்
பொருட்கள் ஓட்ட மேலாண்மை அமைப்பு என்பது ஒரு உள்-உற்பத்தி தளவாட அமைப்பின் கட்டமைப்பிற்குள் பொருள் ஓட்டங்களைத் திட்டமிடுதல் மற்றும் ஒழுங்குபடுத்துவதற்கான ஒரு நிறுவன பொறிமுறையாக புரிந்து கொள்ளப்படுகிறது.
பல பொருட்கள் மேலாண்மை அமைப்புகள் உள்ளன:
MRP - பொருட்கள் தேவைகள் திட்டமிடல்;
டிஆர்பி - வள ஒதுக்கீடு திட்டமிடல்;
JIT - "சரியான நேரத்தில்" கொள்கையின் அடிப்படையில் பொருள் மற்றும் தகவல் ஓட்டங்களின் மேலாண்மை;
KANBAN - "சரியான நேரத்தில்" கொள்கையின் அடிப்படையில் பொருள் ஓட்டங்களின் செயல்பாட்டு மேலாண்மைக்கான தகவல் ஆதரவு;
OPT - உகந்த உற்பத்தி தொழில்நுட்பம்.
பொருள் தேவைகள் திட்டமிடல்- இது தானியங்கி அமைப்புதேவையான உற்பத்தி தேவைகளை திட்டமிடுதல் பொருள் வளங்கள். MRP ஆனது, திட்டமிடப்பட்ட இலக்குகளில் இருந்து வெளிவரும் விலகல்கள் மற்றும் சரக்குகளின் தற்போதைய கட்டுப்பாடு மற்றும் கட்டுப்பாடு ஆகியவற்றைக் கருத்தில் கொண்டு, நிகழ்நேரத்தில் ஆர்டரை நிறைவேற்றுவதற்கான முன்னுரிமைத் திட்டமிடலை அனுமதிக்கிறது. MRP இன் முக்கிய குறிக்கோள்கள்: பொருள் வளங்களின் தேவையின் உத்தரவாதமான திருப்தி, குறைந்தபட்ச சாத்தியமான சரக்குகளை பராமரித்தல்; உற்பத்தி திட்டமிடல், பொருட்கள் மற்றும் பொருள் கொள்முதல் ஆகியவற்றின் துல்லியத்தை அதிகரிக்கிறது.
வள ஒதுக்கீடு திட்டமிடல்வெளிச்செல்லும் பொருட்களை நிர்வகிப்பதற்கான ஒரு தானியங்கி அமைப்பாக வகைப்படுத்தலாம். அவள் கண்ணாடி படம் MRP அதே தர்க்கம், கருவிகள் மற்றும் முறைகளைப் பயன்படுத்துகிறது. அமைப்பின் முக்கிய செயல்பாடுகள் பின்வருமாறு: விநியோகச் சங்கிலியின் பல்வேறு நிலைகளில் வழங்கல் மற்றும் சரக்கு திட்டமிடல் (மத்திய - புற கிடங்குகள்), தயாரிப்பு விநியோகத்திற்கான தகவல் ஆதரவு, அத்துடன் போக்குவரத்து திட்டமிடல். முக்கிய உற்பத்தி அட்டவணை சுயாதீனமான தேவை தரவு (தேவை முன்னறிவிப்பு) படி உருவாக்கப்பட்டது. எனவே, டிஆர்பி தயாரிப்புகளின் உற்பத்தி மற்றும் விற்பனையின் செயல்பாடுகளை இணைக்கவும், போக்குவரத்து செலவுகள் மற்றும் விநியோகச் செலவுகளைக் குறைப்பதன் மூலம் தளவாடச் செலவுகளை மேம்படுத்தவும் உங்களை அனுமதிக்கிறது.
எம்ஆர்பி மற்றும் டிஆர்பி ஆகியவை புஷ் வகை அமைப்புகள்.
JITஒரு ஒருங்கிணைந்த பொருள் மற்றும் தகவல் ஓட்ட மேலாண்மை அமைப்பு, இது உற்பத்தி செயல்முறை மற்றும் தொடர்புடைய வழங்கல் மற்றும் விற்பனையை ஒரு தொடர்ச்சியான உற்பத்தி ஓட்டமாக பிரதிபலிக்கிறது. ஒரு ஒருங்கிணைந்த அமைப்பில் பொருள் ஓட்ட மேலாண்மை தலைகீழ் திட்டமிடலின் அடிப்படையில் மேற்கொள்ளப்படுகிறது. உற்பத்தியாளருக்கு ஒரு முழுமையான திட்டம் மற்றும் வேலை அட்டவணை இல்லை, அவர் பொதுவுடன் அல்ல, ஆனால் இந்த தயாரிப்பு நுகர்வோரின் குறிப்பிட்ட வரிசையுடன் நெருக்கமாக இணைக்கப்பட்டுள்ளார் மற்றும் இந்த ஆர்டரின் வரம்புகளுக்குள் தனது வேலையை மேம்படுத்துகிறார். அனைத்து துறைகளுக்கும், சராசரி திட்டங்கள் (ஒரு மாதத்திற்கு) மட்டுமே உருவாக்கப்படுகின்றன, மேலும் பல தசாப்தங்களாக (நாட்கள், மணிநேரம்) அவற்றின் விவரங்கள் நேரடியாக வேலை செய்பவர்களால் மேற்கொள்ளப்படுகின்றன, பகுதிகளை வழங்குவதற்கான காலக்கெடுவை கணக்கில் எடுத்துக்கொள்வது (அசெம்பிளி அலகுகள்) மற்றும் பெறப்பட்ட பணியின் அளவு.
கன்பன்என பணியாற்றுகிறார் தகவல் ஆதரவு"சரியான நேரத்தில்" கொள்கையின் அடிப்படையில் பொருள் ஓட்டங்களின் செயல்பாட்டு மேலாண்மை. "KANBAN" விண்ணப்ப அட்டையில் நுகர்வோர் கோரிக்கைகள் பற்றிய தேவையான அனைத்து தகவல்களும் உள்ளன. ஒரு விதியாக, அத்தகைய தகவல்கள் அடங்கும்: பெயர் மற்றும் பகுதி குறியீடு; அவற்றின் வகை மற்றும் அவற்றில் வைக்கப்பட்டுள்ள பகுதிகளின் எண்ணிக்கையைக் குறிக்கும் கொள்கலன்களின் விவரக்குறிப்பு; உற்பத்தி தளத்தின் பெயர் மற்றும் உற்பத்தியின் நுகர்வோர் தளம்; விநியோக நேரம், பகுதியின் உற்பத்தியின் காலத்தை கணக்கில் எடுத்துக்கொள்வது தீர்மானிக்கப்படுகிறது. தொழில்நுட்ப சங்கிலியின் ஒவ்வொரு முந்தைய பிரிவும் "KANBAN" கார்டில் குறிப்பிடப்பட்ட பெறப்பட்ட ஆர்டருக்கு ஏற்ப செயல்படுகிறது. புழக்கத்தில் உள்ள கார்டுகளை பதிவு செய்வதன் மூலம் உற்பத்தியின் முன்னேற்றத்தை கண்காணித்தல் மேற்கொள்ளப்படுகிறது.
ORTவழங்கல் மற்றும் உற்பத்தி செயல்முறைகளை ஒருங்கிணைக்கும் "புல்" மைக்ரோலாஜிஸ்டிக்ஸ் அமைப்புகளின் வகுப்பைச் சேர்ந்தது. இந்த அமைப்பின் செயல்பாட்டின் முக்கிய கொள்கை அடையாளம் காண்பது உற்பத்தி செயல்முறை"தடைகள்" அல்லது முக்கியமான ஆதாரங்கள் என்று அழைக்கப்படுகின்றன. அடிப்படையில், ORT என்பது KANBAN இன் கணினிமயமாக்கப்பட்ட பதிப்பாகும், ORT அமைப்பு விநியோக-உற்பத்தி தளவாட நெட்வொர்க்கில் இடையூறுகள் தோன்றுவதைத் தடுக்கிறது, மேலும் KANBAN அமைப்பு ஏற்கனவே எழுந்துள்ள இடையூறுகளை திறம்பட அகற்ற அனுமதிக்கிறது. தளவாட அமைப்பின் செயல்திறனை பாதிக்கும் முக்கியமான ஆதாரங்கள் மூலப்பொருட்கள் மற்றும் விநியோகங்களின் பங்குகள், செயல்பாட்டில் உள்ள வேலையின் அளவு, உற்பத்தி தொழில்நுட்பம், பணியாளர்கள் மற்றும் பல. ORT அமைப்பைப் பயன்படுத்தும் நிறுவனங்கள் அல்லாத பணியாளர்களின் சுமையை அதிகரிக்க முயற்சிப்பதில்லை. முக்கியமான செயல்பாடுகள், இது முன்னேற்றம் இருப்புக்களில் வேலை விரும்பத்தகாத வளர்ச்சியை ஏற்படுத்துகிறது. ஒரு தளவாடக் கண்ணோட்டத்தில் ORT அமைப்பின் செயல்திறன், உற்பத்தி வெளியீட்டை அதிகரிப்பது, உற்பத்தி மற்றும் போக்குவரத்துச் செலவுகளைக் குறைப்பது மற்றும் முன்னேற்றம் இருப்புக்களில் வேலைகளைக் குறைப்பது.